GMP in the Food Industry: What You Need to Know
Apr 25, 2025
Close your eyes and imagine slicing into a fresh loaf of bread straight from the store. You trust it’s safe to eat, but do you know why?
Behind that simple loaf are countless steps – inspections, sterilizations, documentation – collectively known as Good Manufacturing Practices (GMP).
In this article, we’ll focus on GMP in the context of food manufacturing in the United States and how and why you should implement these practices.
Let’s begin!
The Heart of Food Safety: Why GMPs Matter
Good Manufacturing Practices (GMPs) are a series of regulations and guidelines designed to control every critical point of the food production process.
In the United States, the Food and Drug Administration (FDA) enforces GMPs under Title 21 of the Code of Federal Regulations (CFR), specifically in parts that address the manufacturing, processing, packing, and holding of food.
While most countries have versions of GMP, the United States boasts some of the strictest.
Meeting U.S. GMP standards also positions businesses well for global expansion, given that many countries see the FDA as a gold-standard reference.
The 5 Core Pillars of GMP
GMP covers a kaleidoscope of operational facets, but they can often be grouped into major pillars: People, Premises, Processes, Products, and Procedures.

1. People
Training: All personnel must receive comprehensive training on hygiene standards, standard operating procedures (SOPs), and emergency response protocols. For example, workers in a dairy processing plant require specialized instruction to prevent cross-contamination between raw and pasteurized milk.
Personal Hygiene: The proper use of hairnets, gloves, and protective garments is mandatory to minimize the introduction of microbes and foreign materials into the production environment.
Accountability: Clear assignment of roles and responsibilities ensures that any issues are promptly reported, addressed, and prevented from recurring.
2. Premises
Facility Layout: A well-designed facility ensures that raw materials, in-process products, and finished goods follow separate, controlled pathways to prevent cross-contamination.
Sanitary Design: Floors, walls, ceilings, and equipment should be made from durable, easy-to-clean materials that inhibit bacterial growth and facilitate effective sanitation.
Maintenance: Regular upkeep of the facility prevents deterioration that could compromise hygiene and safety.
3. Processes
Standardized Procedures: Every manufacturing step, whether baking bread or canning soup, must follow clearly documented SOPs to ensure consistency and safety.
Validation and Verification: Critical control points, such as cooking temperatures that eliminate pathogens, must be validated and verified using calibrated instruments like thermometers.
Accurate Documentation: Timely and precise record-keeping at every stage enables traceability and simplifies root-cause analysis if problems arise.
4. Products
Raw Material Inspection: Incoming materials must be carefully checked for visible defects or hidden hazards, such as mold in a crate of strawberries, to prevent contamination.
Finished Product Testing: Random sampling and testing of finished goods confirm that they meet safety and quality standards, ensuring brand consistency and consumer trust.
5. Procedures
Clear SOPs: Well-written standard operating procedures provide employees with clear guidance, reducing confusion and errors during daily operations.
Emergency Protocols: Defined action plans for incidents – such as discovering broken glass or equipment malfunction – ensure timely and effective responses to protect product safety.
The Benefits of Implementing GMP in the Food Industry
1. Food Safety
Perhaps the most obvious benefit is the reduction in contamination and foodborne illnesses. GMPs outline a series of checkpoints and controls that catch issues before products reach consumers.
2. Regulatory Compliance
In the U.S., failing an FDA inspection can result in warning letters, product seizures, or facility shutdowns. Adhering to GMPs keeps manufacturers in alignment with federal and state regulations, avoiding legal and financial risks.
3. Enhanced Product Quality
Consistency is a byproduct of well-implemented GMPs. By ensuring uniform procedures and top-notch ingredients, companies produce food products that consumers can trust, batch after batch.
Use Signify to regularly review your processes and spot any steps that don’t meet quality or regulatory standards. The system helps you catch issues early, before they affect your product or trigger an audit.
You can scan your Quality Management System (QMS) for weak spots and fix them fast. This means fewer compliance gaps, better product quality, and more trust from your customers.
4. Operational Efficiency
Well-defined processes translate into fewer errors, less product waste, and streamlined workflows. Efficient operations also ultimately lead to cost savings over the long term.
5. Reduced Recalls
Recalls are extremely costly, both financially and to a brand’s reputation. A robust GMP system helps catch problems early (sometimes before production even starts), dramatically decreasing the likelihood of expensive, public recalls.
6. Strengthened Brand Reputation
Companies that prioritize GMPs signal to consumers, stakeholders, and regulators that they take safety and quality seriously. Over time, this fosters loyalty and can be a strong market differentiator.
7. Long-Term Sustainability
Sustainable business growth often hinges on maintaining consistent quality over time. GMPs support continuous improvement, allowing organizations to keep pace with evolving consumer demands and technological advancements.
GMP vs. cGMP: Staying Current
While GMP refers to established, foundational requirements, current Good Manufacturing Practices (cGMP) emphasize the need for continuous improvement and staying updated with the latest technological and scientific advancements.
The “c” in cGMP reminds manufacturers to regularly modernize their methods rather than relying on outdated approaches.
In the U.S., the FDA often uses the term cGMP to encourage facilities to adopt state-of-the-art monitoring systems, automated cleaning processes, and data-driven quality control methods.
GMP vs. cGMP: Key Differences | ||
GMP (Good Manufacturing Practice) | cGMP (current Good Manufacturing Practice) | |
Focus | Baseline compliance with established standards | Ongoing upgrades aligned with new technologies |
Documentation | Standard record-keeping for traceability | Digital, regularly updated, and more comprehensive |
Regulatory Approach | Static guidelines | Emphasizes continuous improvement |
Quality Assurance | Ensures minimum safety standards | Demands rigorous, up-to-date systems and validation |
Cost | Less expensive due to fewer upgrades | Higher initial cost but can reduce long-term risks |
How GMPs Help Prevent Contamination and Cross-Contamination
Contamination can be physical (like metal shards or dirt), chemical (from cleaning agents or pesticides), or biological (bacteria, viruses, fungi).
Cross-contamination, where one product picks up contaminants from another source, can be equally dangerous. GMPs provide a multilayered defense against both:
1. Structured Workflow
Facilities are typically designed so that raw materials, partially processed goods, and finished products do not commingle. This layout prevents pathogens or allergens in one product line from reaching another.
2. Personnel Hygiene and Training
Employees are educated on how germs spread and the importance of protective clothing and handwashing. They also learn how to handle allergenic ingredients to avoid accidental contact.
3. Cleaning and Sanitation Programs
Everything from conveyor belts to mixing tanks undergoes routine cleaning schedules. Strictly documented procedures detail which cleaning agents and methods to use, preventing residue buildup.
4. Environmental Controls
Ventilation systems, air filters, and controlled air pressure help reduce airborne contamination, while pest control measures prevent insects and rodents from entering production areas.
5. Regular Testing
Swab tests, product sampling, and microbial analysis identify contamination hot spots. Early detection allows swift interventions before compromised batches enter the market.
By weaving together these controls, GMPs significantly lower the risk of harmful contaminants slipping through the cracks.
Practical GMP Checklists
Adhering to GMP is simpler when broken down into actionable steps. Below are two quick-reference checklists – one for facility hygiene and another for personnel practices.
Facility Hygiene Checklist
Item | Check | Notes |
Floors, walls, ceilings | [ ] | Smooth, non-absorbent surfaces |
Ventilation systems | [ ] | Regularly cleaned, filter changes |
Pest control measures | [ ] | Traps, sealed entry points |
Waste disposal containers | [ ] | Labeled, cleaned frequently |
Lighting | [ ] | Sufficient for safe work, inspection |
Storage areas | [ ] | Temperature/humidity monitored |
Environmental monitoring | [ ] | Routine swab/air tests |
Personnel Practices Checklist
Practice | Check | Notes |
Handwashing stations | [ ] | Stocked with soap, sanitizer, and single-use towels |
Protective clothing | [ ] | Hairnets, gloves, aprons, etc. |
Illness reporting system | [ ] | Encourage sick employees to stay home |
Training records | [ ] | Up-to-date, includes SOP reviews |
Restricted access zones | [ ] | Limits entry to authorized, well-trained personnel |
Using these quick checks during daily walkthroughs or shift changes fosters consistency and keeps everyone aligned on GMP goals.
How Can You Implement GMP
1. Conduct a Gap Analysis: Compare current operations to FDA guidelines and industry best practices. Identify discrepancies in areas like documentation, facility layout, or employee training.
2. Develop Comprehensive SOPs: Clearly outline every task, from receiving raw ingredients to packaging finished products. Include cleaning protocols, batch record-keeping instructions, and emergency procedures.
3. Train All Employees: Schedule formal training sessions that explain both the “what” and the “why” of GMP tasks. Reinforce that each person, whether on the production line or in quality assurance, has a direct impact on food safety.
4. Set Up Monitoring and Validation Systems: Use temperature sensors, pH meters, or other instruments to confirm that processes meet specified parameters. Validate cleaning processes (e.g., verifying that no allergenic residues remain after sanitation).
5. Record Everything: Create a culture where real-time data entry is second nature. Logs should detail the date, time, responsible person, and outcome of each activity, especially critical control points like cooking temperatures.
6. Internal and External Audits: Conduct internal audits regularly to spot inconsistencies. External audits (either by third parties or the FDA) will gauge compliance and offer additional insights for improvement.
7. Continuous Improvement: Collect and review data on any deviations. Root cause analyses and corrective actions keep small problems from turning into big ones.
Special Considerations: Allergen Control and Labeling
In the U.S., the Food Allergen Labeling and Consumer Protection Act (FALCPA) mandates specific labeling for major allergens (milk, eggs, fish, crustacean shellfish, tree nuts, peanuts, wheat, and soybeans).
GMPs fit into with these requirements by enforcing:
Separate Storage: Allergenic ingredients stored away from non-allergenic ingredients to prevent cross-contact.
Strict Cleaning Protocols: Equipment used for allergenic products must be thoroughly cleaned or dedicated to allergen-containing lines.
Accurate Labeling: Labels must clearly declare allergen content. Mislabeling is a common cause of recalls and can be especially dangerous for allergic consumers.
For instance, if a manufacturer runs a gluten-free product line alongside a wheat-based line, GMP protocols ensure that each line remains distinct – right down to the color-coded aprons and utensils used by staff.
Signify can automatically review your product labels to make sure they meet U.S. laws like the FD&C Act and the Fair Packaging and Labeling Act. This helps you avoid costly mistakes or missing details that can cause problems with FDA-regulated items.
The Human Element: Training and Culture
Even with state-of-the-art equipment and perfectly written SOPs, the success of GMP hinges on human behavior. Companies that excel in GMP compliance often have a “culture of quality,” where employees:
Feel Empowered: They are encouraged to speak up if they notice a procedural gap or an unsanitary condition.
Understand the Impact: They know that cutting corners in cleaning or record-keeping can endanger thousands of consumers.
Seek Continuous Learning: Ongoing refresher courses and updated training modules keep everyone in tune with evolving standards and technology.
In a positive work culture, mistakes become lessons for collective improvement, rather than triggers for punishment.
How To Use GMP As A Competitive Advantage
While compliance is compulsory, leading organizations in the U.S. view GMPs as a pathway to market leadership rather than just a regulatory obligation.
Maintaining high standards can differentiate your product in a crowded retail environment where consumers are increasingly label-savvy and socially aware.
Retailers often prefer suppliers with robust GMP records, and certification bodies (like SQF, BRC, or FSSC 22000) build upon GMP fundamentals to grant higher-level credentials.
How Signify Helps Food Manufacturers Strengthen GMP Compliance
From labeling accuracy and raw material verification to detailed documentation and ongoing risk management, there are countless points where things can slip.
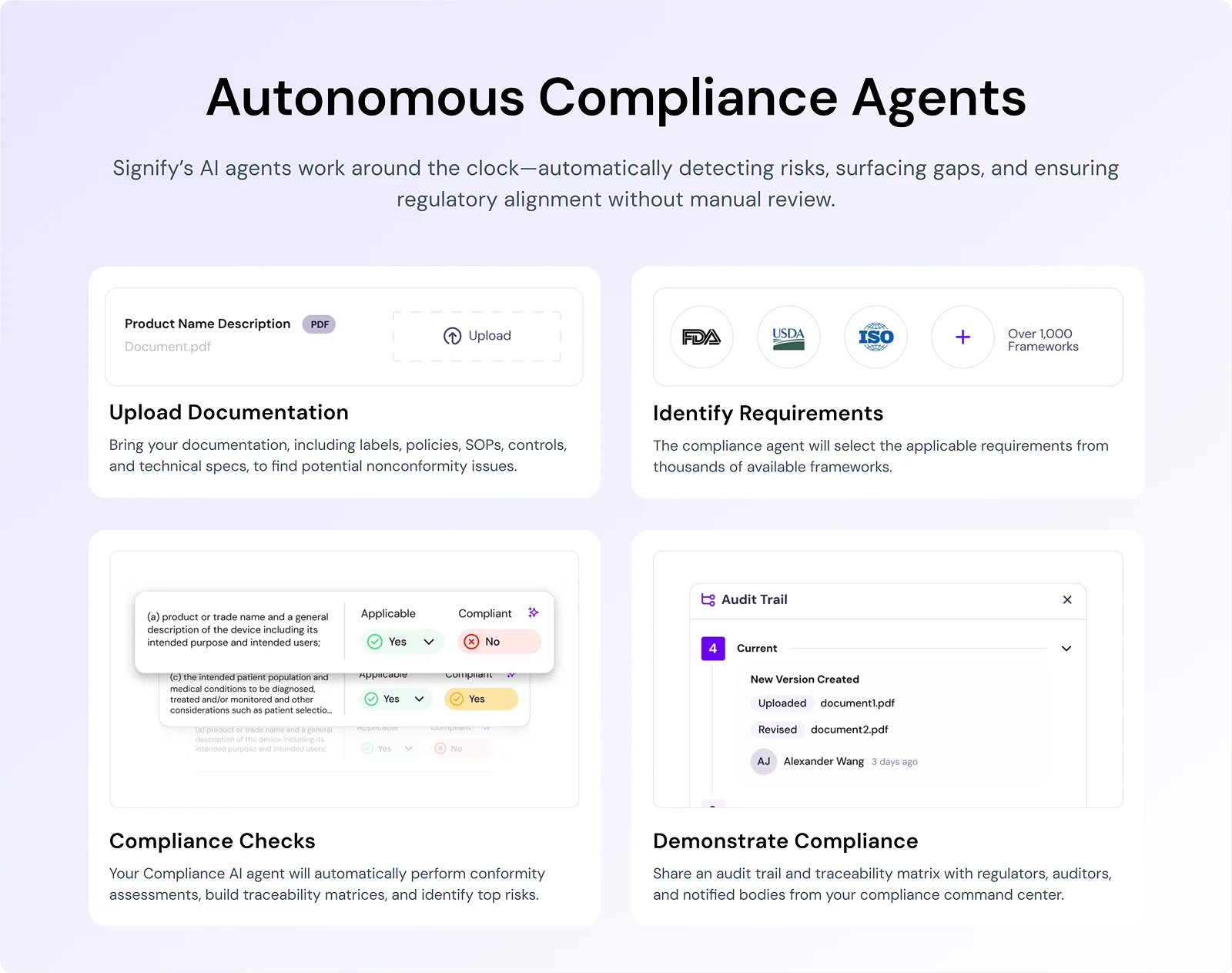
Signify helps food manufacturers handle this complexity with purpose-built AI compliance agents that simplify documentation, reduce labeling errors, and improve supplier oversight, without slowing production down.
1. Automate Documentation Without Compromising Accuracy
GMP compliance starts with good records – and lots of them. But relying on spreadsheets or scattered file folders slows teams down and opens the door to mistakes.
Signify’s GMP Documentation module automatically captures and organizes SOPs, cleaning logs, temperature records, and batch reports.
The system creates a searchable audit trail that inspectors can follow without delay.
Version control, digital sign-offs, and real-time access reduce the risk of missing or outdated records – helping manufacturers stay audit-ready at all times.
✅ Reduce review cycles by up to 90% – AI agents manage the regulatory burden so your teams can focus on product velocity and growth.
2. Identify Labeling Gaps Before They Trigger Recalls
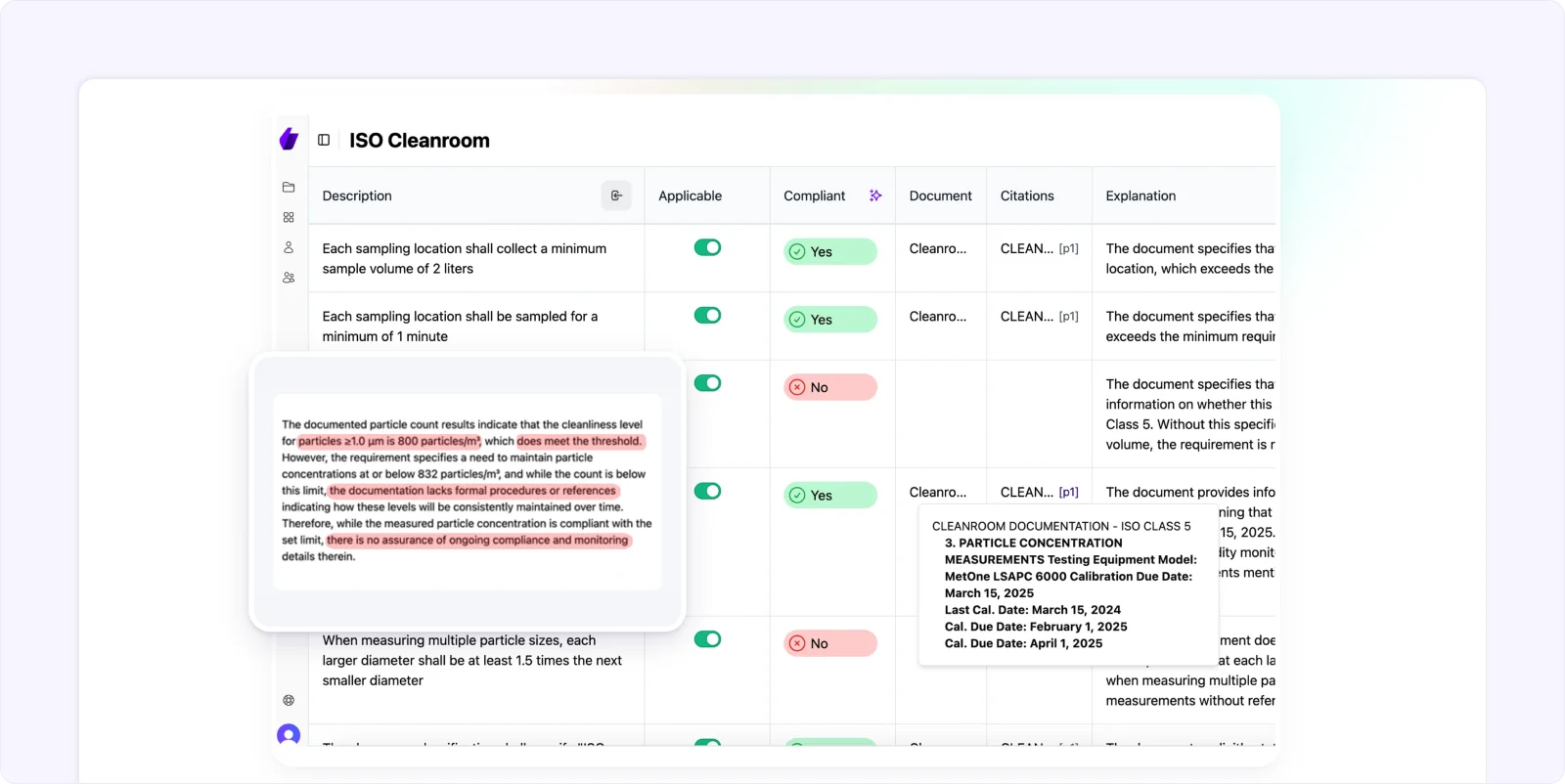
All it takes is one missed allergen declaration or a misaligned net weight statement to cause a nationwide recall. Signify's Artwork Validation tool checks packaging and label content against FDA CFR Title 21 and global regulatory frameworks – before final approval.
The system flags missing allergen warnings, incorrect nutritional formatting, or outdated ingredient lists. Design and regulatory teams get structured feedback that helps resolve compliance issues before they become expensive errors.
3. Manage Supplier Compliance Without the Paper Trail
GMP doesn’t stop at your facility. It begins with raw material sourcing and supplier qualification. Signify’s Supplier Verification agent continuously checks supplier documentation, certification status, and compliance history, centralizing oversight in one dashboard.
When a supplier’s certificate of analysis or HACCP plan expires, you’ll be notified instantly. During audits, every supplier’s status is easily exported for documentation.
✅ Automate onboarding and credential reviews, ensuring every input meets your quality and safety standards.
4. Keep Up with Changing Regulations—Without the Manual Work
From the latest sesame allergen rule in the U.S. to export documentation for dairy products heading to Mexico, Signify’s global regulatory intelligence engine keeps you informed without the noise.
The system monitors thousands of international frameworks (like FDA, USDA, USDEC, ISO 22000, Codex), applies relevant requirements to your products, and suggests actions when regulations change. It eliminates guesswork and helps regulatory teams focus on execution, not research.
✅ Stay aligned with FDA CFR Title 21 and global frameworks without chasing updates across multiple sources.
Built for Scale, Security, and Your Workflow
🔐 SOC 2 Type 2 Compliant: Enterprise-grade security with encrypted data handling
🔄 Integrates with ERP, PLM, and eQMS systems
⚙️ Customizable workflows tailored to your regulatory and operational needs
🧠 AI agents operate 24/7, performing compliance checks autonomously
Smarter Compliance, Faster Market Access
Signify isn’t just a toolkit – it’s a system that works with you to keep GMP compliance on track as you grow.
Whether you're preparing for your next FDA audit or rolling out a new product line across state lines, the platform reduces your manual workload and adds confidence to every launch.
✅ Spend less time on compliance review tasks
✅ Eliminate uncertainty across product lifecycles
✅ Demonstrate traceability with audit-ready documentation
Signify’s AI compliance agents are ready to support your next phase of growth.