10 Food Manufacturing Challenges & How to Overcome Them
Mar 28, 2025
One mislabeled ingredient. One contaminated batch. That alone can unravel a food manufacturer’s reputation and erase years of hard-earned trust.
Artisanal producers and large-scale facilities both must juggle tight profit margins, stringent safety standards, and sustainability requirements, all at once.
In this article, we will explore the 10 most pressing food manufacturing challenges (and solutions) that modern manufacturers face, from refining supply chain traceability to integrating advanced technology for safety.
1. Food Safety Compliance
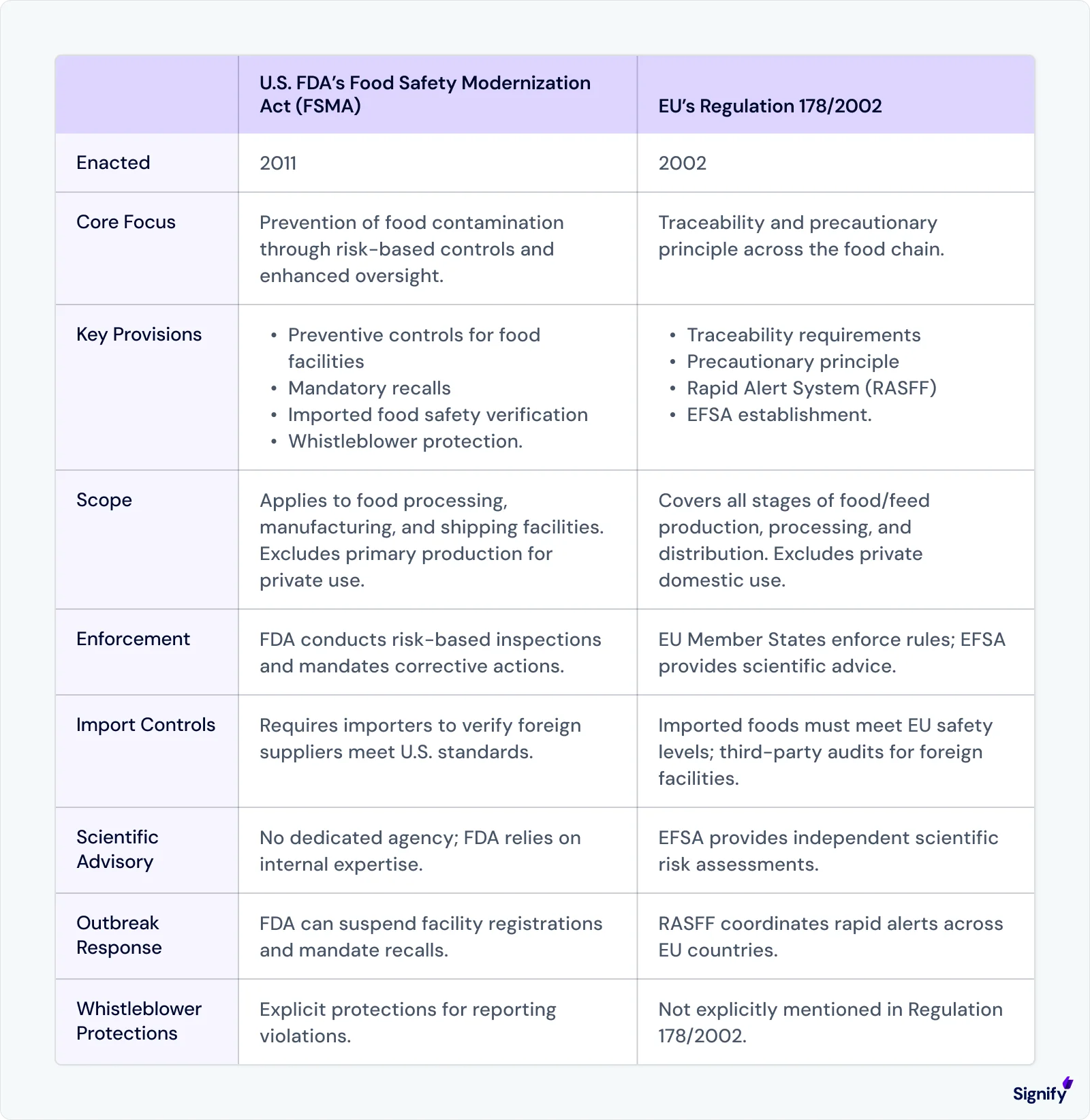
Regulatory requirements such as the U.S. FDA’s Food Safety Modernization Act (FSMA) and the EU’s Regulation 178/2002 demand meticulous documentation and real-time monitoring. Compliance can become even more complicated when manufacturers source ingredients from multiple suppliers located around the globe.
But these mandates extend beyond simple record-keeping and emphasize preventive controls, hazard analysis, and prompt traceability.
Why It Matters
A single contamination incident can result in product recalls, which damage consumer trust and cost millions of dollars in lost revenue and legal fees.
Moreover, the rise of social media means public perception can shift overnight, making it imperative to handle food safety issues with precision and speed.
Solution
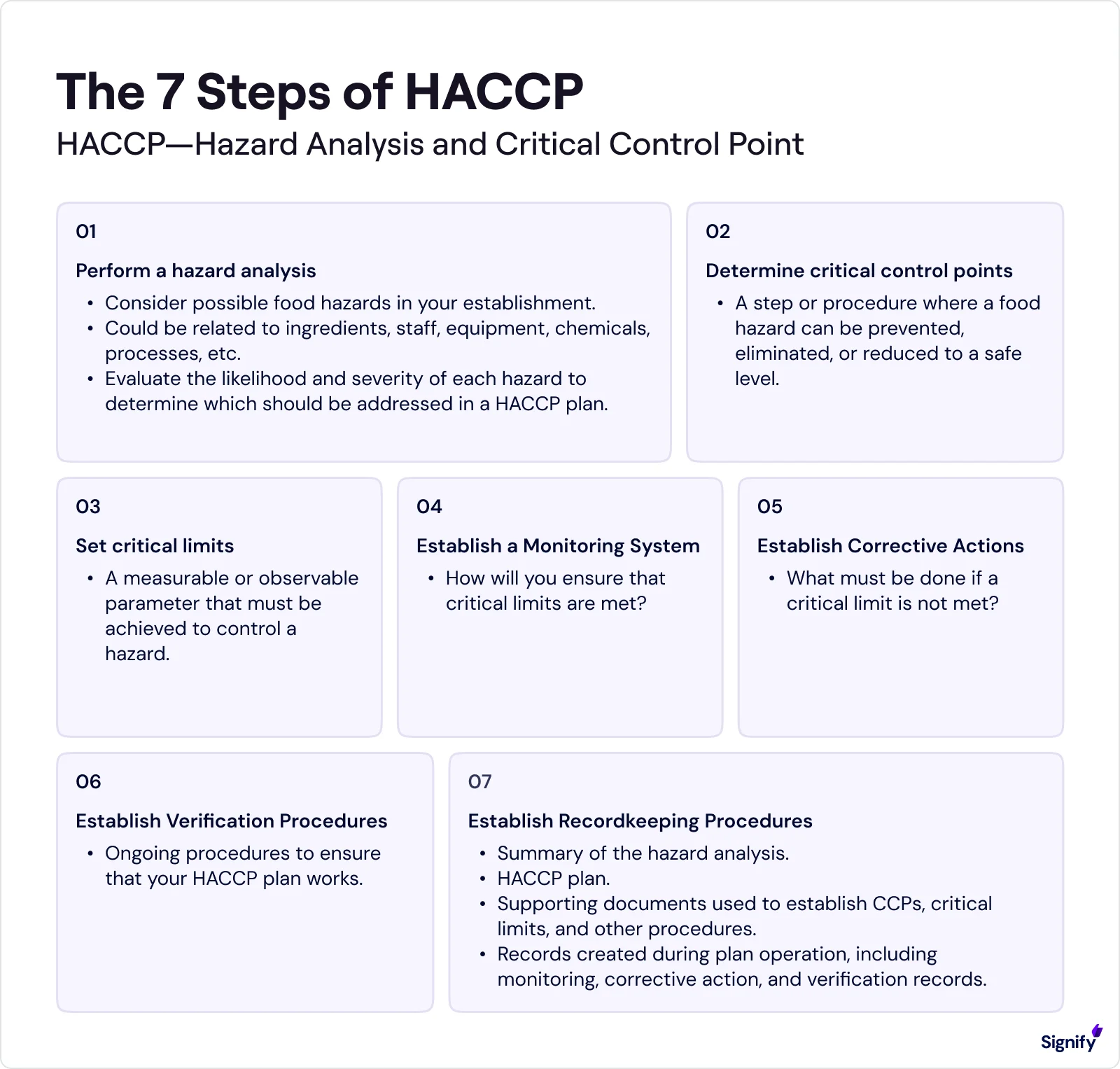
1. HACCP Implementation:
Develop and rigorously maintain a Hazard Analysis and Critical Control Points (HACCP) plan.
Identify potential risks at every stage, such as:
Biological (bacteria, viruses, parasites),
Chemical (pesticides, preservatives), and
Physical hazards (metal shards, glass).
Also, implement strict control measures at designated points and set up automatic alerts for any deviations.
2. Digital Compliance Platforms:
Enterprise Resource Planning (ERP) systems, coupled with specialized compliance software, allow you to track ingredients, critical tracking events (CTEs), and key data elements (KDEs) in real time.
This holistic oversight simplifies audits, shortens the time required to trace products, and ensures continuous compliance.
3. Employee Training:
Conduct frequent workshops on emerging food safety standards, allergen handling, and sanitation best practices.
For example, you can provide scenario-based learning where staff can respond to simulated contamination events, helping them gain confidence and competence in real-world situations.
2. Supply Chain Traceability
Globalization in the food sector creates a sprawling web of suppliers, distributors, and retailers.
Tracing a single ingredient from farm to fork is not easy, especially when dealing with imports, seasonal produce, and third-party logistics companies.
Inadequate traceability can delay critical recall procedures and undermine consumer trust.
Why It Matters
When something goes wrong – say a batch of tainted tomatoes – it’s vital to identify the source quickly to remove affected products from the market. If you fail to do so, it can endanger public health, spark consumer backlash, and even invite severe regulatory sanctions.
Solution
1. Digital Traceability Tools:
Technologies such as blockchain, advanced ERP modules, or specialized track-and-trace software enable real-time visibility of products as they move through the supply chain.
Some large beverage manufacturers, for example, employ blockchain to verify the origins and authenticity of every ingredient.
2. Standardized Data Capture:
Using barcode or QR code scanning systems with consistent naming conventions (e.g., batch codes, expiration dates) across your manufacturing and distribution network ensures you can quickly pinpoint any compromised batch.
3. Preventive Controls:
Beyond simply mapping the route of your ingredients, conduct vulnerability assessments to identify and mitigate risks. For example, institute supplier audits to ensure raw materials meet purity standards and are not subject to adulteration.
Pro Tip from Signify
Struggling to trace a single ingredient across a web of global suppliers? Here’s the fix: use Signify to vet every vendor before they ever touch your supply chain.
Our platform helps you verify regulatory compliance, assess quality benchmarks, and ensure fair trade practices – all in one place.
With AI-powered document analysis and real-time risk updates, you can spot red flags early and approve only those partners who meet your standards.
It’s the smartest way to lock down traceability and avoid costly recalls before they start.
3. Food Allergen Management
With regulations such as the FDA’s Food Allergen Labeling and Consumer Protection Act (FALCPA) and the EU’s Regulation 1169/2011 on allergen labeling, the margin for error is
extremely small. Allergen cross-contamination not only triggers recalls but can also lead to severe health consequences for consumers.
Why It Matters
Allergens like peanuts, milk, eggs, and wheat must be clearly declared. Even trace amounts can cause serious allergic reactions.
A single misprint on a label or overlooked sanitization step can be catastrophic for both consumers and the manufacturer’s reputation.

Solution
1. Segregation Protocols:
Store allergen-containing ingredients in clearly labeled and physically separated areas. Schedule production runs involving major allergens at the end of the day to streamline cleaning and avoid cross-contamination.
2. Labeling Automation:
Use a product lifecycle management (PLM) or ERP platform that updates labels automatically whenever there is a change in recipe or supplier. Implement design hierarchies that emphasize allergen information so it’s immediately visible to consumers.
3. Staff Training:
Incorporate regular refresher sessions on allergen handling, cleaning procedures, and emergency responses. Employees should fully understand the consequences of lax allergen control and the protocols for preventing cross-contact.
4. Regulatory Labeling Requirements
Regulations for labeling vary widely: from U.S. Title 21 Part 101 in the United States to “best before” date formats in Europe. Meeting these requirements grows more complex for companies selling to multiple international markets.
Even small inconsistencies, like mixing up metric and imperial measurements, can lead to compliance headaches.
Why It Matters
Clear, accurate, and compliant labels not only fulfill legal obligations but also shape consumer perceptions.
A well-designed label conveys transparency, builds brand credibility, and may influence purchasing decisions.
Solution
1. Front-of-Pack Labeling
Provide essential information (nutritional data, allergen declarations, and claims about health benefits) prominently on the front. This helps meet consumer expectations and often aligns with proposed standards like the FDA’s push for more transparent nutritional info.
2. Design Validation
Before mass printing, test prototypes for legibility and verify compliance with various regulatory frameworks (e.g., ensuring multilingual labels for EU markets). Use focus groups or third-party compliance consultants to ensure the label meets cultural and legal norms.
3. Software Integration
Integrate labeling processes into your central ERP system. Any recipe or ingredient change immediately triggers updates to labels, reducing the risk of errors from manual data entry.
Pro Tip From Signify
With Signify, you can automatically validate import and export compliance for every market – before your goods leave the warehouse.
Instantly scan labels to catch omissions, confirm country-specific requirements, and stay ahead of regulatory changes with real-time alerts. It’s the fastest way to avoid costly delays and keep your shipments moving.
5. Workplace Safety and Hygiene
Contamination risks arise not only from external ingredients but also from within the facility. Poorly maintained equipment, inadequate staff training, or unsanitary work conditions can lead to microbial growth, cross-contamination, and injuries.
Older facilities often find it challenging to maintain modern hygiene standards.
Why It Matters
Workplace safety incidents lead to downtime, expensive workers’ compensation claims, and potential regulatory fines. Maintaining a clean, hazard-free environment is also critical to preventing foodborne illnesses.
Solution
1. GMP Adherence:
Incorporate Good Manufacturing Practices (GMPs) that cover everything from personal hygiene (e.g., hairnets, handwashing) to equipment sanitation and facility design (e.g., using smooth, non-porous surfaces to discourage bacterial buildup).
2. Predictive Maintenance:
Employ IoT sensors to monitor equipment performance. Vibration analysis and temperature sensors can signal when machinery parts are wearing down, allowing scheduled maintenance before breakdowns occur.
3. Employee Hygiene:
Regularly update signage to remind workers about washing hands, changing gloves, and following sanitation protocols. Provide accessible handwashing stations and single-use towels or air dryers.
6. Global Regulatory Fragmentation
Food manufacturing often spans multiple regions, each with its own set of rules and standards, like FSMA in the U.S., ISO 22000 certifications, EFSA guidelines in Europe, and more. Overlapping or conflicting regulations complicate compliance for businesses operating or exporting internationally.
Why It Matters
Non-compliance in even one jurisdiction can trigger costly fines, product seizures, and reputational damage. The complexity grows for companies importing raw materials from several countries or exporting finished products to various global markets.
Solution
1. Certification Programs
Achieving international benchmarks like ISO 22000 or using HACCP certification can unify your internal processes under a recognized standard. Such credentials also make it easier to demonstrate compliance to regulators and trading partners worldwide.
2. Localized Compliance
Partner with regional experts (local consultants, trade associations, or legal advisors) who understand the specific regulations in each target market. They can guide you on labeling requirements, acceptable ingredient lists, and cultural norms.
At Signify, we use AI in a practical and responsible way to help manufacturers unlock the full potential of Industry 4.0 and prepare for what comes next.
3. Technology Unification:
Use a centralized platform for data collection, documentation, and auditing. A unified ERP system ensures consistent record-keeping and allows quick generation of compliance reports for various markets.
7. Consumer Transparency Demands
Modern consumers care deeply about where their food comes from, how it’s produced, and whether it meets ethical and environmental standards. They also expect prompt answers about ingredient sourcing and manufacturing practices.
Why It Matters
Transparency can significantly boost consumer trust. Shoppers increasingly check label details, read up on sustainability claims, and research brand reputations. Companies that fail to provide clarity risk losing market share to more transparent competitors.
Solution
1. Blockchain Traceability:
By scanning a QR code, consumers can see the entire journey of a product, from the farm where it was grown to the factory where it was processed. Brands that adopt blockchain often see a measurable lift in customer loyalty.
2. Simplified Labeling:
Use clear, straightforward language. Instead of marketing jargon or ambiguous terms like “natural,” focus on accurate descriptions of ingredients. Providing direct contact channels (like a customer hotline) can also help answer consumer questions.
3. Sustainability Reporting:
Publish annual or quarterly sustainability reports detailing energy usage, waste management, or ethical sourcing initiatives. Share tangible metrics, for example, greenhouse gas reductions or water conservation figures, to validate your claims.
8. Recall Preparedness
Recalls are often the ultimate test for a manufacturer’s supply chain and crisis management capabilities. Delayed responses or incomplete recall processes can escalate both health risks and brand damage.
Why It Matters
When a potential contamination emerges, swift isolation of affected batches is crucial. Inability to promptly identify and remove problematic products can lead to regulatory interventions, hefty fines, and enduring consumer distrust.
Solution
1. Digital Recall Systems:
An ERP-based recall module can trace ingredients and finished goods in seconds, enabling you to identify exactly which lots and distribution centers are affected. Automated notifications ensure rapid communication with retailers and suppliers.
2. Mock Recalls:
Conduct periodic drills simulating product contamination scenarios. Focus on improving reaction times, testing documentation accuracy, and streamlining supplier collaboration.
3. Supplier Collaboration:
Ensure all suppliers maintain “audit-ready” records. Establish guidelines in contracts that outline each party’s responsibilities and expected timelines for providing critical information during an emergency.
9. Technological Integration
Food manufacturing is traditionally labor-intensive and involves manual, paper-based processes.
The rapid pace of technological change – IoT, AI, cloud computing – presents both an opportunity and a challenge. Companies that fail to modernize risk being outperformed by more agile competitors.
Why It Matters
Advanced technologies can automate quality checks, forecast supply needs, optimize inventory, and reduce waste.
Integrating these systems across departments (and even across continents) ensures unified data streams and improved decision-making.
Solution
1. AI-Driven Analytics:
AI and machine learning algorithms can predict contamination risks by analyzing sensor data, weather forecasts (for agricultural yields), and consumer purchase patterns.
2. IoT Sensors:
Place temperature, humidity, and pH sensors in storage and production areas to ensure optimal conditions for perishable goods. Automated alerts can prompt staff to address deviations immediately, preventing spoilage or contamination.
3. Cloud-Based Platforms:
Storing data in the cloud makes it accessible across global facilities and allows for real-time collaboration. Quality managers, suppliers, and auditors can review compliance documents instantly, speeding up response times and boosting operational transparency.
10. Sustainability Pressures
Increasing environmental awareness from both regulators and consumers is pushing food manufacturers to adopt greener practices. This encompasses waste management, energy efficiency, water conservation, and ethically sourced raw materials.
Why It Matters
Sustainability is no longer a “nice-to-have” but a core requirement for long-term viability. Consumers, particularly younger demographics, actively seek brands that align with their values. Many also look for eco-friendly certifications or labeling (e.g., Fair Trade, Rainforest Alliance).
Solution
1. Circular Production Models:
Focus on reducing waste at every stage. Some breweries, for instance, repurpose spent grain as animal feed or as an ingredient in baked goods. Minimizing landfill waste not only cuts disposal costs but also appeals to eco-conscious consumers.
2. Energy Optimization:
Invest in energy-efficient equipment or retrofit older machinery with modern motors and controllers. Track energy consumption data to identify patterns and set clear goals for reductions.
3. Transparency Reports:
Publish annual sustainability goals and achievements. Highlight improvements in water usage, greenhouse gas emissions, and packaging reductions. Maintaining transparency in this arena can be a key differentiator in the marketplace.
How Signify Helps You Stay Ahead in Food Manufacturing
From keeping up with strict safety rules to managing global suppliers and avoiding costly labeling errors, the food manufacturing challenges are real and constant. But with the right tools, you can turn those challenges into opportunities.
Our AI-powered platform helps you stay in control at every step of the production process:
✅ Catch issues early with automated compliance checks that flag risks before production begins.
✅ Speed up approvals by scanning supplier documents and tracking performance—no more guesswork.
✅ Avoid delays with label validation tools that check for errors and ensure your products meet each country’s import laws.
✅ Simplify audits by automating GMP checks, SOP reviews, and batch record analysis.
Signify reduces the time it takes to review and approve products – from weeks to just hours – so you can launch faster without sacrificing quality or safety.
Whether you’re shipping globally, sourcing ingredients from multiple regions, or navigating complex regulations like FSMA and EU food laws, Signify helps you stay compliant, efficient, and prepared.
Want to avoid recalls, delays, and compliance headaches?
Book a demo to see how Signify makes food manufacturing smarter, safer, and more reliable.